Závitníky na velmi malé závity
Vydáno: 19.4.2023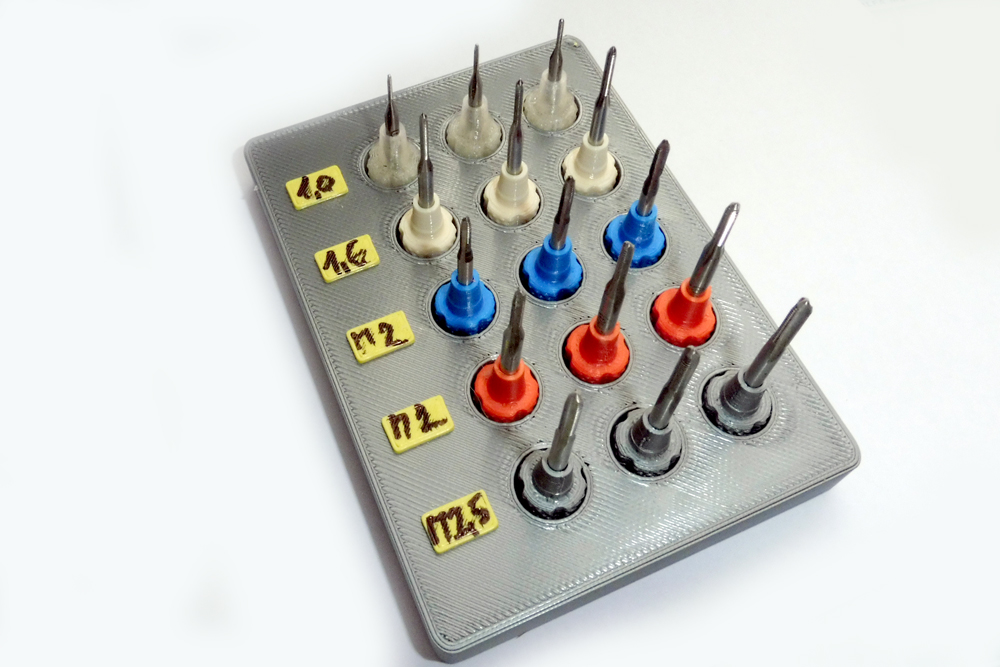 Bylo už napsáno (nejen mnou) – ZDE – že závitníky a očka jsou nesmírně užitečné nástroje. Bezpochyby i v dílně modeláře. Byly doby, kdy vlastnit závitníky pro řezání závitů od M1 do M3 nebylo výsadou každého. Dnešní mládež, tj. naši vnuci (a možná i někteří synové), nejspíš nepochopí, o čem je řeč. Připomenu tedy, že v naší nástrojařské dílně (60. roky) měl mistr tyto závitníky pod zámkem se šesti západy. Vydávaly se na podpis. Samozřejmě, aby mu je někdo neukradl. Galeje čekaly na toho, kdo je zlomil.. 🙂 Samozřejmě, v Kovomatu se koupit nedaly.
Bylo už napsáno (nejen mnou) – ZDE – že závitníky a očka jsou nesmírně užitečné nástroje. Bezpochyby i v dílně modeláře. Byly doby, kdy vlastnit závitníky pro řezání závitů od M1 do M3 nebylo výsadou každého. Dnešní mládež, tj. naši vnuci (a možná i někteří synové), nejspíš nepochopí, o čem je řeč. Připomenu tedy, že v naší nástrojařské dílně (60. roky) měl mistr tyto závitníky pod zámkem se šesti západy. Vydávaly se na podpis. Samozřejmě, aby mu je někdo neukradl. Galeje čekaly na toho, kdo je zlomil.. 🙂 Samozřejmě, v Kovomatu se koupit nedaly.
Je dobře, že dneska už patří i ty nejmenší závitníky a očka k snadno dostupnému nářadí. (Pravda, stále to neplatí o skutečně mikro-nástrojích ze Švýcarska a Ameriky, vyráběné pro hodináře a klenotníky; ale tam je důvod jiný, a tím je jejich astronomická cena.) Právě o možnosti snadného a docela levného pořízení závitníků v užitečné sadě M1 až M3,5 je tento příspěvek.
Zopakujme si
Hovoříme-li o závitech, máme z hlediska našich potřeb na mysli tzv. metrické závity (viz ČSN 01 4012 ve znění novel). Existují tři řady závitů definované průměry otvorů, ve kterých se s nimi závity řežou (viz dále). V následujících řádcích jsou uvedeny jen nejmenší průměry (více méně s ohledem na modelářovu praxi). V závorce jsou pak uvedeny i závity ze II. řady: 0,25 – 0,3 – (0,35) – 0,4 – (0,45) – 0,5 (0,55) – 0,6 – (0,7) – 0,8 – (0,9) – 1,0 – (1,1) – 1,2 – (1,4) – 1,6 – (1,8) – 2,0 – (2,2) – 2,5 – 3,0 – (3,5) – 4,0 – (4,5) – 5,0 – 6,0 atd. Před číselným údajem se metrický závit definuje písmenem „M“.
Kromě normou definovaných průměrů základní řady závitů (viz výše) se metrický závit vyznačuje úhlem hrotu 60º. Se vzrůstající velikostí průměru závitu se zvětšuje i stoupání závitu.
Vedle základní řady existují i závity s jemným stoupáním (podrobnosti v normě). Pozor tedy při nákupu maličkých šroubků a matek, aby měly správné závity.
V anglosaské zóně (zejm. Amerika a V. Británie) se stále používá tzv. Whitwortům závit, který se od metrického liší jak průměrem, tak úhlem hrotu závitu – ten je 55°. Průměry se navíc znační v palcích a jejich zlomcích (palec je podle normy 25,4 mm). S tímto závitem se lze běžně setkat u výrobků zhotovených v Americe nebo V. Británii a určených pro zdejší trh, anebo tradičně u instalatérských a plynařských konstrukčních prvků.
Co potřebuje modelář?
Z hlediska modelářských potřeb není nezbytné usilovat o závitníky těch skutečně nejmenších rozměrů, tedy od M0,25 do M0,9. Naopak se opravdu vyplatí mít k dispozici závitníky (a očka) v sérii M1 – M1,2 – M1,4 – M1,6 – M1,8 – M2,0 a větší, dejme tomu do M6. Chápu, že toto doporučení je vysoce individuální a opravdu bude záležet na rozsahu modelářské práce (a zajisté i modelářských měřítcích). Právě takovou sadu lze v současnosti poměrně snadno získat prostřednictvím eBay.
 |
 |
 |
 |
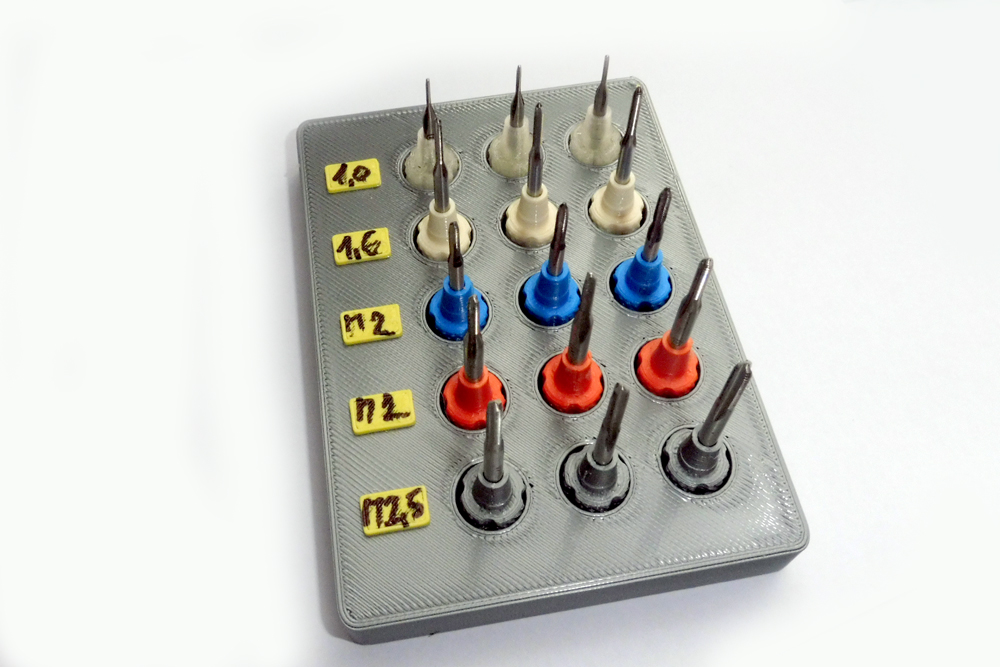
Obr. 1 až 4 – Závitníková sada koupené na eBay
.
Na eBay lze snadno dohledat produkty dodávané společností „technologie2023“ – ZDE. Není sice lehké dohledat skutečného výrobce (ani to není důležité), leč prodejce sady je ze Stuttgartu v Německu a co je podstatné, závitníky stojí (sada) necelých 20 € plus 3 € poštovné. Sada 10 závitníků ve velikostech M1 – M1,2 – M1,4 – M1,6 – M1,7 – M1,8 – M2 – M2,5 – M3 – M3,5 je nanejvýš užitečná. Závitníky samotné jsou adjustované v průhledné krabičce s patentním uzávěrem, takže je o nich přehled a nepovalující se volně po šuplíku. Je samozřejmé, že stejnou sadu nabízí (nejen na eBay) a za jiné ceny řada dalších prodejců, takže lze usuzovat, že výrobce sídlí někde v Asii.
Považuji ale za nutné učinit dvě podstatné poznámky k nabízené sadě závitníků:
1. Závitníky vyráběné pro ruční řezání závitů byly vždy vyráběny (a stále jsou vyráběny) v sérii tří kusů. Závitníky s jedním a dvěma kroužky na dříku slouží pro před-řezání závitu, třetí (neoznačený) je určen pro dokončení a dočištění závitu. Ty první dva mají zejm. v 1/3 délky od špičky kuželovité zbroušení, které usnadní vložení závitníku do předvrtaného otvoru a postupné vytvoření prvních závitů. Třetí závitník už takové zbroušení nemá. Ostatně, na tomto principu (postupném zbroušení od špičky) je uplatněna konstrukce strojních závitníků (viz dále). Mimochodem, dobrý prodejce nářadí (i u nás) je schopný dodat kterýkoliv z trojice těchto závitníků v případě jeho zničení.
Trojice závitníků se ale u popisované sady (viz výše) nevyskytuje. Každou velikost představuje jen jeden závitník. Proč? Na to nedovedu jednoznačně odpovědět, ale domnívám se, že hlavním důvodem je to, že vyřezání závitu v řadě materiálů (plast, barevné a lehké kovy) nevyžaduje jejich „předřezání“. Prostě a jednoduše závit se dá vyříznout napoprvé a hned ve finální podobě. Při detailním zkoumání závitníků z cit. řady je ale patrné jejich delší zbroušení od špičky. Víme už proč. Možná tomu odpovídá i pozměněná tolerance závitů na šroubcích. Kdo ví? Pro případ, že se takový závitník otupí nebo snad i zničí, je snadná a levná jeho náhrada za nový (nejspíš celá sada).
2. V sadě, o které je řeč, jsou zařazeny i závitníky, které jsou v naší normě vedené v tzv. II. řadě. Jedná se o M1,4 – M1,8 a M3,5, přičemž závitník M1,7 naše norma ani neuvádí. To ale rozhodně není na škodu při vědomí toho, že k závitům patří šroubky (a matice). No, a právě v přehršli nabídek všelijakých šroubků (i v sadách v šikovných „organizérech“) zejm. z Číny (a „za babku“) se bohatě vyskytují produkty právě těchto rozměrů. Nedávno jsem si pořídil takovou sadu šroubků, a ejhle, právě M1,4 má v krabičce hned několik „zástupců“ různých délek. Také němečtí a rakouští výrobci miniaturních šroubků a matic mají produkty M1,4 nebo M1,8 v nabídce. Jinými slovy – i kdybych celý rok nepotřeboval vyřezat „nenormalizovaný“ závit, těší mne pocit, že pro případ mám takový závitník v šuplíku. 🙂
 |
 |
Obr. 5,6 – Šroubky a matičky z Číny i u nás netradičních rozměrů (vlevo) a šroubky koupené v Rakousku na výstavě ve Welsu (pro ilustraci)
.
Závitníky pro strojní a ruční řezání závitů
Ještě snad pro pořádek dodejme vcelku známý fakt, že závitníky jsou vyráběny pro strojní a ruční vyřezání závitů. Nesledujme jejich cenu, to pro účel tohoto článku není důležité. Samozřejmě, sada tří ručních závitníků pro modeláře se může zdát vysoká s ohledem na občasnou četnost použití. Zatímco v průmyslovém podniku, kdy dělník za směnu vymění (z důvodu ztupení či zničení) několik nástrojů, se cena počítá jinak.
Pro úplnost je možné doplnit, že existují i tzv. zámečnické závitníky, strojní závitníky s lamačem nebo strojní závitníky spirálové (nejspíš i další). Jejich konstrukce je ale jiná. Koresponduje to s potřebou rychlého vyřezání závitu v průmyslové výrobě. Například strojní závitník pro průchozí otvory je vybroušen tak, že má v délce nástroje odstupňovaný průměr (v první části závit předřezává, v další řeže, ve třetí dočišťuje); nahrazuje tak sadu tří závitníků. Tyto závitníky se ale vyrábějí pro větší průměry závitů. V nabídce prodejců jsem nenašel tyto nástroje pro závity od M1 do M3. Čímž netvrdím, že neexistují.
Vratidla
Pro ruční řezání závitů jsou nezbytná vratidla (nebo jejich náhrada – viz dále), do který se závitníky upevňují. Ta jsou vyráběna pro různé velikosti čtvercového zabroušení dříku závitníku na opačném konci. Nejmenší vratidlo na trhu umožňuje pracovat se závitníky M1 až M6. Pro větší závitníky jsou pochopitelně vratidla větší, ale pro závitníky menší jak M1? O vratidle v pravém slova smyslu se už hovořit nedá. Jsou používány všelijaké upínky na způsob sklíčidla (vrtací frézky), svidříky, anebo nástroje s vyjiskřeným čtvercovým otvorem pro vložení mikro-závitníku. Zkusím někde u hodináře takový nástroj vyfotit.
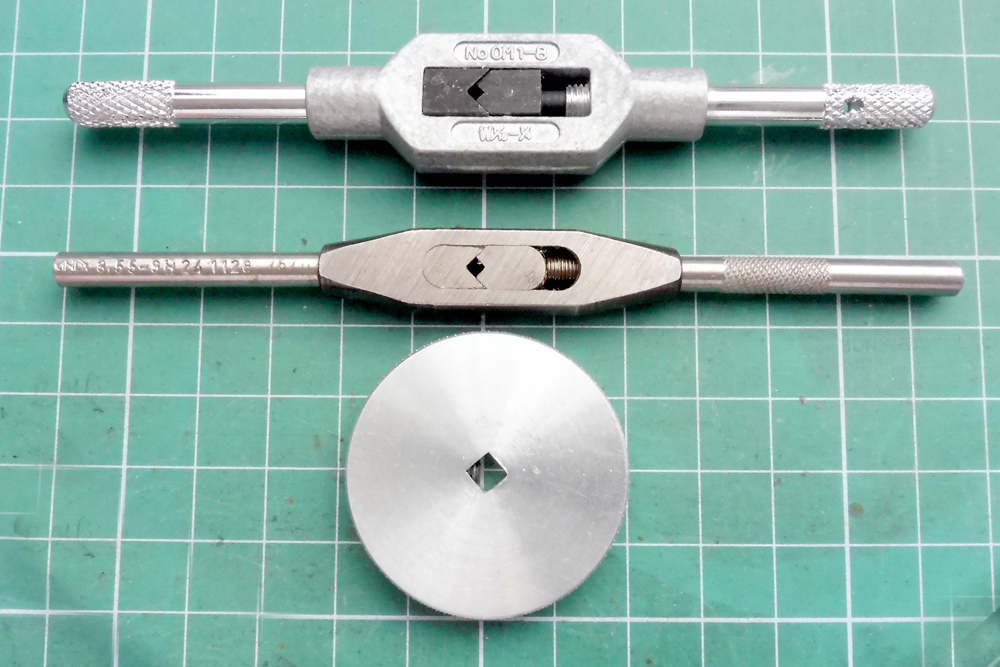
Obr. 7 – Běžně dostupná vratidla k uchycení malých závitníků; na obr. dole je kruhové vratidlo od firmy Fohremann.de
.
Jelikož ale při své práci v drtivé většině používám většinou závitníky v rozmezí M1 až M3 (velmi často pak mezi M1 až M2), napadlo mne nechat si vyrobit „pseudo-vratidlo“ snadno uchopitelné mezi tři prsty. Spojil jsem se proto s člověkem nanejvýš zkušeným a ochotným, kým jiným než Jirkou Šafářem – Miniatur. Prapůvodně jsme přišel s návrhem na výrobu držáku (pomocí 3D tiskárny), podobnému kruhovému vratidlu, který prodává německá firma Fohrmann.de. Hliníkový disk (prům. 38 mm a tloušťky 6 mm) má ve středu vyrobený čtvercový otvor 4×4 mm, ke kterému z obvodu směřuje k jednomu vrcholu čtverce zápustný červík, kterým se v otvoru fixuje závitník (byť trošku excentricky, pokud je zbroušený čtvercový profil dříku menší jak otvor. Jenže, kolega po delším bádání nad různými tvary přišel na skutečnost, že všechny sady mých závitníků mají rozdílné zabroušení dříků, takže by se pro každý z nich musel vytvořit jiný rozměr otvoru. Nakonec přišel s řešením, které „univerzálně“ vyhovuje. K dokonalosti své dílo dovedl bonusovým platíčkem k ukládání závitníků. Neříkám, že by stejný problém nešel vyřešit i jinak, ostatně 3D tiskárny jsou naprosto ideální k experimentování. Rád zveřejním jiná řešení.
 |
 |
Obr. 8,9 – Úchytky pro malé závitníky z dílny Miniatur vyrobené 3D tiskem
.
Jak správně řezat závity
Ono je totiž dobré držení a správné vedení závitníků v otvoru velmi důležité pro dokonalé vyřezání závitu. A řekl bych, že miniaturních závitů se to týká dvojnásob.
Myslím, že nošením dříví do lesa je poznámka o tom, že průměr otvoru pro závit musí být menší než deklarovaný závit. K volbě vrtáku pro otvor existuje známá mnemotechnická pomůcka: Jestliže chceme mít závit průměru Mx, tato hodnota (x) se násobí koeficientem 0,8. Výsledkem je průměr vrtáku pro předvrtání otvoru pro závit. Příklad: Potřebujeme závit M3. Budeme vrtat vrtákem o průměru 2,4 mm (3 x 0,8 = 2,4). Potřebujeme závit M6, budeme vrtat průměr 4,8 mm. Atd.
S určitou tolerancí je ale nutné počítat u miniaturních závitů. Například máme-li zhotovit závit M1,4, vychází, že by se měl vyvrtat otvor prům. 1,12 mm. Takový vrták ale nejspíš neexistuje. Bude tedy záležet na materiálu, a podle toho zvolíme průměr vrtáku 1,0 nebo 1,1 mm. Totéž u závitu M1,6. Tam bych vrtal nejspíš vrtákem 1,2, příp. 1,3 mm (početně vychází 1,28).
Co ale hlavně! Řezání závitů ručním závitníkem vyžaduje trpělivost. Závit se zásadně řeže tak, že po opatrném vsunutí závitníku do otvoru (má na hrotu zabroušení, takže jej lze vcelku snadno zachytit v otvoru a vytvořit s ním první „zachycovací“ závit) se opatrně pomalu otočí asi o ¾ až jednu otáčku, a stejně opatrně se zpětným otočením o cca ½ otáčky utrhne špona. A znovu 3/4 až 1 otáčka – a znovu o kousek zpátky. A stále dokola. Jo, že to chvíli trvá? To je fakt, ale nedojde ke stržení závitu. Při trošce zkušenosti a citu v prstech pak člověk cítí, kdy závitník řeže materiál a kdy už je potřeba zpětným pohybem utrnout šponu. Samozřejmě že platí: „Kdo maže, ten jede!“ To všechno ale platí u železa, resp. oceli.
Plasty a barevné (lehké) kovy vyžadují jinou metodu. Je to o praxi, leč „utrhování“ špony neplatí tak jednoznačně u plastu (vč. resinů z 3D tiskárny). Naopak u duralu, hliníku a jiných „křehkých“ materiálů je nutné postupovat hodně opatrně. U kovů, které mají „sebemazací“ schopnost (měď, mosaz) se závity řežou dobře.
Také není od věci připomenout, že předmět, do kterého je řezán závit, by měl být dostatečně upevněn, nejlépe ve svěráku.
Závěr
Zcela na konec lze ještě zmínit miniaturní šroubky s tzv. samořezným závitem, které se v současnosti hojně používají namísto šroubků s metrickým závitem i u profesionálně vyráběných modelů. Jsou hodně podobné vrutům. Od špičky směrem k hlavičce mají nepatrně zvětšující se průměr. Jsou osazeny buď čočkovitou nebo zápustnou hlavou nejčastěji s křížovou drážkou typu Philips (PH) nebo Pozidriv (PZ), příp. pohonem Torx.
Předvrtání otvoru pro tyto šroubky ale není jednoznačně definováno. Velmi záleží na průměru šroubku, hloubce zašroubování, materiálu (pozor na křehkost resinů používaných u 3D tisku), a také na velikosti masivu materiálu v okolí otvoru. Pokud někdo zná normu, nebo může popsat zkušenost s těmito šroubky (a předvrtáváním otvorů pro ně), rád přijmu ponaučení.
Foto hlav
.
Rubrika: DÍLNA, Nářadí, ZNÁŠ TO?, ZPRÁVY
Počet přečtení: 3 034 | Tisknout:
 | Poslat:
| Poslat: 





























29.4.2023 at 11:51
Zdravím, velice poučné, i když jsem se před mnoha lety vyučil nástrojařem, našel jsem v tomto článku mnoho zajímavých informací.
Děkuji