Tvarování plastových fólií ve vakuu II. – pokračování testů
Vydáno: 5.7.2022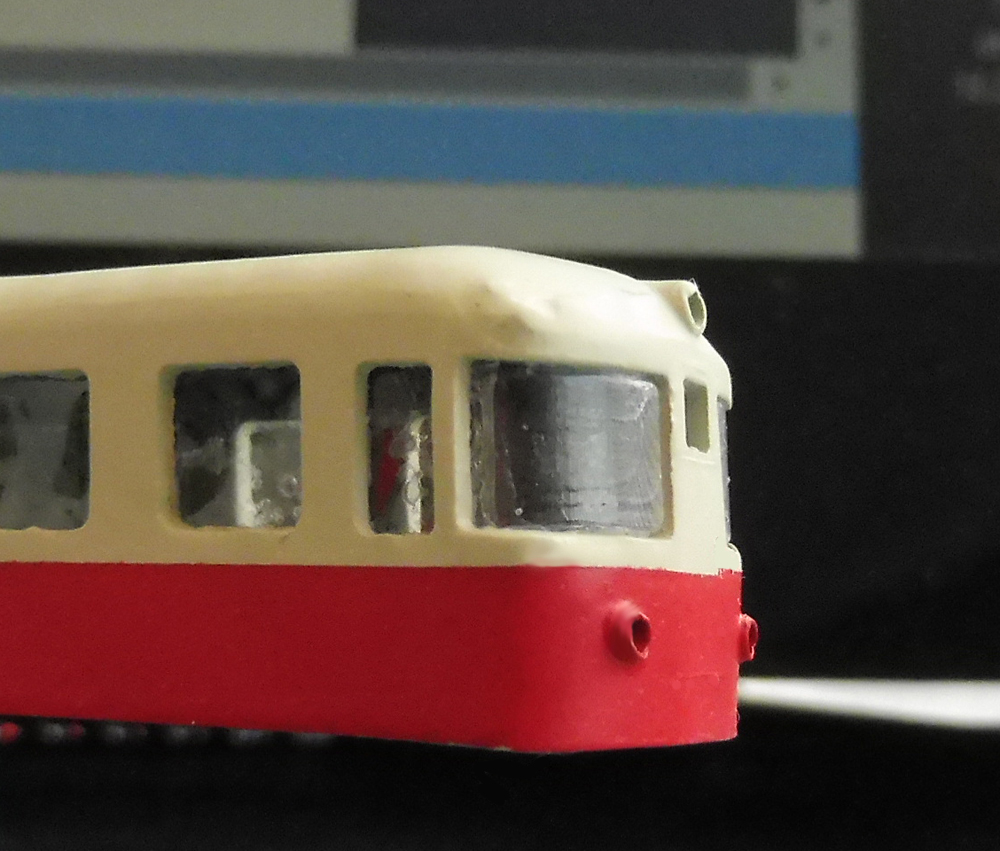 V lednu t. r. jsme publikovali první výsledky s tvarováním plastových fólií ve vakuu pro účely vytvoření panoramatických oken modelů lokomotiv a motorových vozů v měřítku N – ZDE. Opakovaně zdůrazňujeme – nic nového pod sluncem!! Kitaři (a nejen oni) tuto metodu běžně a zdárně využívají, např. při tvarování kokpitů modelů letadel. Nicméně, mezi železničními modeláři vakuové tvarování fólií není zase až tak běžné, resp. žádný článek jsem nedohledal.
V lednu t. r. jsme publikovali první výsledky s tvarováním plastových fólií ve vakuu pro účely vytvoření panoramatických oken modelů lokomotiv a motorových vozů v měřítku N – ZDE. Opakovaně zdůrazňujeme – nic nového pod sluncem!! Kitaři (a nejen oni) tuto metodu běžně a zdárně využívají, např. při tvarování kokpitů modelů letadel. Nicméně, mezi železničními modeláři vakuové tvarování fólií není zase až tak běžné, resp. žádný článek jsem nedohledal.
V předešlé stati ZDE jsme dost podrobně popsali princip vakuování i současnou nabídku vakuovacích přístrojů (primárně určených pro dentisty). Zmínili jsme se i o plagiátech, které zaplavily e-shopy, vč. eBay, ale které jsou (jak jsme si na vlastní kůži vyzkoušeli) hodně nebezpečné. Oprava elektrického zapojení topné spirály našeho vakuovače zakoupeného přes eBay v Polsku se naštěstí povedla. Je trestuhodné přivést velmi špatně odizolovanou fázi k topné spirále (600 W) tak, že se po rozpuštění izolace dotkne kostry! Nelze se tedy divit, že naše důvěra v bezpečný provoz cizáckého vakuovače poklesla na minimum. A proto také před těmito plagiáty varujeme. No, přežili jsme, takže pokračujeme…
* * *
Na konci minulé stati jsme na základě zhodnocení výsledků prvních testů definovali úvahy pro další zkoušky. Stručně je připomeneme:
1. Odstřižená fólie z archu (před vakuováním) musí mít rozměr o několik milimetrů větší, než je vnější rozměr rámečku, do kterého se fixuje pákovým zámkem, protože jinak ji podtlak z rámečku vytrhne a sání pochopitelně bude neúčinné (obr. 1);

Obr. 1 – Založení fólie do rámečku; odstřižený okraj ukazují pro lepší orientaci šipky
2. Vakuováním dojde ke ztenčení tloušťky termoplastické fólie (Tamiya, 0,2 mm), která má po vytvarování podle kopyta tloušťku cca 0,1 mm;
3. Malá kopyta (v našem případě kopyta oken pro motorák M240 a Balm k nim) je vhodné si kvůli úspoře materiálu (fólie) připravit ve větším počtu, aby se jimi „hospodárně“ vyplnila plocha v misce, jež má rozměr 126 x 126 mm (obr. 2); v našem případě jsme jich na plochu misky umístili patnáct;
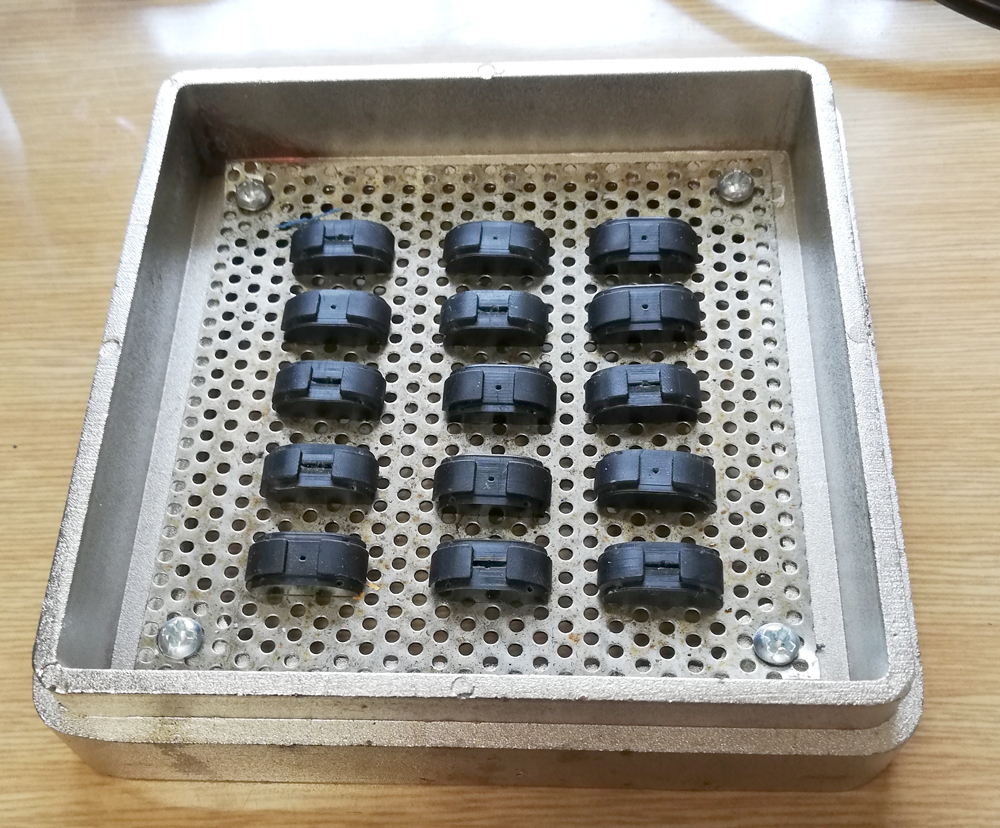
Obr. 2 – Kopyta oken pro motorák M240 a Balm připravená na dně misky před jejím vložením do vakuovače
Poznámka: Pozorný čtenář si u obr. 2 zajisté všimne dvou typů kopyt připravených na vakuování. Liší se drážkou, resp. důlkem mezi okny. Z tohoto pohledu to není vidět, ale liší se i sklonem čelní plochy od svislé osy (obr. 3c). To vše proto, že v průběhu vývoje karosérií M240 a Balm došlo ke změně sklonu čelních ploch od svislé osy (podle typového výkresu). Pro naše původní karoserie jsou učena kopyta s drážkou, pro nové karosérie (s větším sklonem čelní plochy) kopyta s důlkem (obr. 3c). Proč? Protože jsme stále v procesu testování..
4. Jako účelné se ukázalo udělat na kopytech zespodu maličký „podstavec“ asi 1 mm vysoký, aby došlo k lepšímu obtažení fólie v dolní části kopyt (obr. 3d); jinými slovy, je nutné počítat s tím, aby se fólie mohla obtočit (do „pravého úhlu“) okolo kopyta v maličkém rádiusu.,
 |
 |
 |
 |
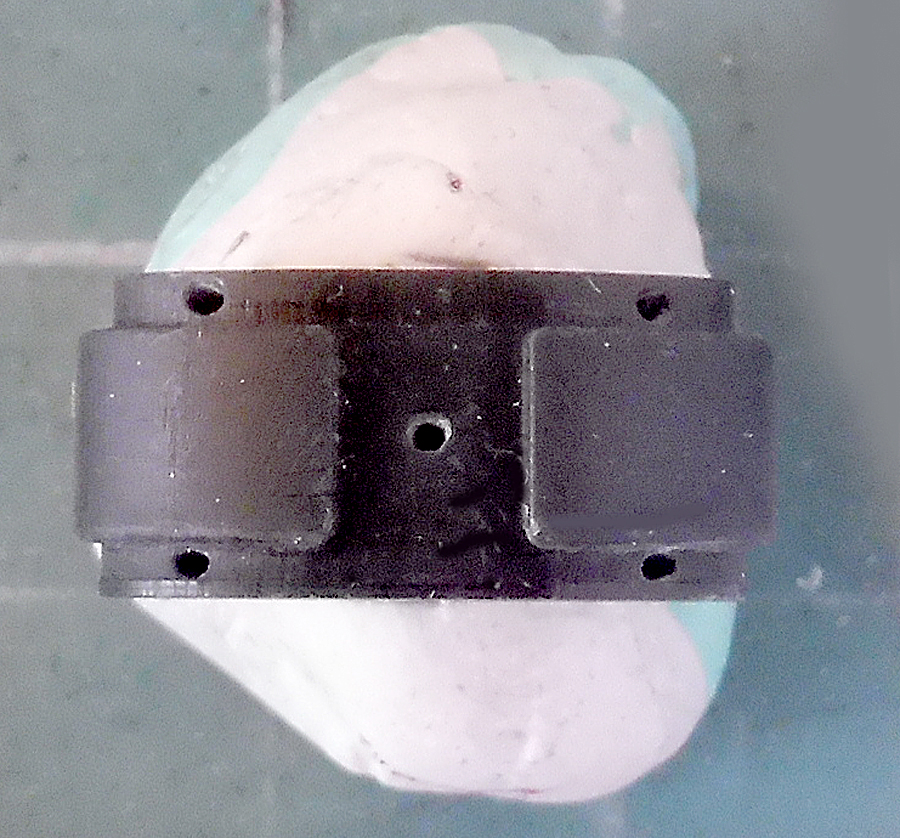
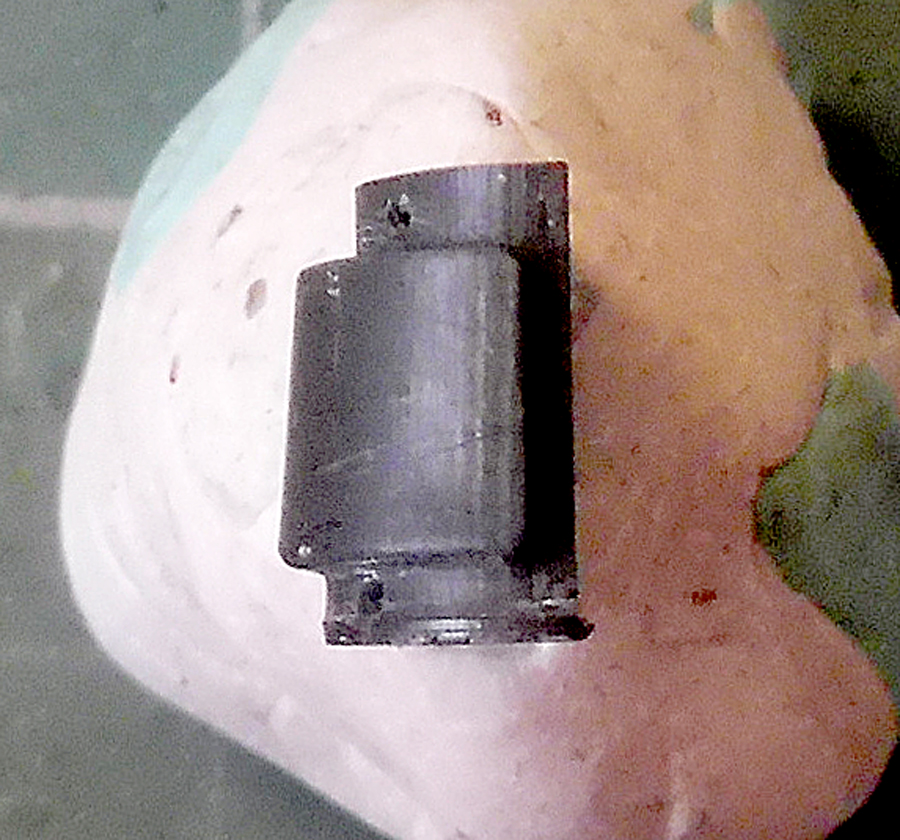
Obr. 3a,b,c,d – Makrofotografie kopyta připraveného k vakuování;
na obr. 3c je patrný šikmý sklon kopyta odpovídající sklonu čela karosérie dle typového listu;
na obr. 3d je šipkou označen tzv. „podstavec“, na tuto plochu jsou také kopyta pokládána v misce vakuovače;
na obrázcích jsou patrné „odsávací kanálky“ – viz dále
5. Při kladení kopyt na dno misky je vhodné mezi nimi dodržovat vzdálenost rovnající se přibližně jejich velikosti (a více), aby měla fólie dost možností naformovat se kolem nich (obr. 2),
6. Vše, co je na ploše kopyt ve směru shora se vytvaruje naprosto dokonale, horší to je s detaily na bocích (kolmých ke dnu misky),
7. Potvrdila se proto úvaha, že přesnému vytvarování fólie i na bocích kopyt pomohly odsávací kanálky (prům. 0,7 mm) vytvořené na několika místech, čímž se zřejmě zlepšilo odsávání vzduchu z povrchu kopyt (obr. 3 a 4).

Obr. 4 – „Odsávací kanálky“ vytvořené v kopytech pro lepší odsávání vzduchu z jejich povrchu
8. Povrch vytvarované fólie absolutně přesně kopíruje povrch kopyta. Před tvarováním je proto potřeba povrch kopyta pečlivě očistit, příp. vyleštit (i přesný 3D tisk za určitých okolností vytváří tzv. „letokruhy“).
Postup vakuování
Pokud jde o dobu zahřívání fólie integrovanou topnou spirálou, minule jsme čas stanovili na 2 až 2,5 min. Opakovanými testy jsme došli k upřesnění doby ohřevu fólie: Když je topné těleso studené, doba zahřívání fólie by neměla být delší jak 2:20 min. Při opakovaném vakuování (dejme tomu v 5ti minutých intervalech), když už je topné těleso teplé, stačí doba ohřevu 2:10 až 2:15 min.
Fólie uchycená v rámečku je po této době pronesená cca 10 – 15 mm pod spodní hranu rámečku (při pohledu zespodu), z jejího povrchu zmizí všechny „vlnky“ a co víc, začne se z ní lehce čoudit. To je nejvyšší čas vypnout vyhřívání, zapnout motor vývěvy a pákovým mechanizmem spustit rámeček s fólií do spodní polohy. Vývěvu stačí nechat působit 30 – 45 vt. Topné těleso je potřeba hned po spuštění rámečku do pracovní polohy odklopit bokem, aby zbytečně dál nezahřívalo vakuovanou fólii. Pozor na popálení prstů!
Hned po vakuování je vhodné rozepnout rámeček a vytvarovanou fólii vyprostit z misky (někdy se musí použít trošku síly, event. vhodný nástroj). Obvykle (alespoň v našem případě tak bylo) se spolu s fólií vyjmou i kopyta, která díky svému tvaru drží ve fólii. Takto je potřeba položit fólii na rovnou chladnou plochu a nechat ji i se zachycenými kopyty vychladnout. Teprve pak je vhodné opatrně mezi prsty vyprostit kopyta.
Výlisky oken ve fólii (dále „okenní modul“) se zdají být pomačkané, což je dáno složitostí tvaru a tenkostí stěn. Konečný tvar lze ale dát okenním modulům relativně snadno mezi prsty, event. s použitím vhodného nástroje s tupou špičkou.
 |
 |
 |
|
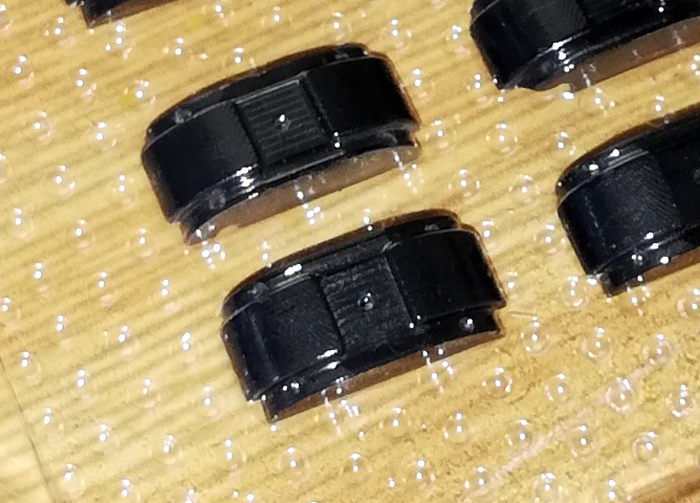
Obr. 5 až 8 – Hotové výlisky oken ve fólii
Finále získání jednotlivých okenních modulů spočívá v jejich přesném vystřihnutí z vytvarované fólie. Důležité je okenní modul vystřihnout z fólie naprosto přesně. Těžko se to vysvětluje, ale je potřeba si představit, že okenní modul musí v okenním otvoru (v karosérii) za něco držet. Proto musí mít nějaký minimální okraj, za který se pomocí lepidla (používám Revell CONTACTA Clear) přilepí ke karosérii. Samozřejmě, před přilepením je nanejvýš vhodné vložit okenní modul do okenního otvoru zkusmo a trpělivě najít jeho nejlepší polohu.

Obr. 9 – Vystřižená okenní fólie
Obr. 10 – Fólie vsazená do čelního okenního otvoru
Závěr
Jeden test zhotovení okenního modulu pro železniční model, navíc dosti primitivní, rozhodně nic neznamená. Jen tím ukazujeme na to, že to jde. Výsledek je rozhodně neskonale lepší, než když se čelní zasklení karosérie provede zkroucením fólie uvnitř. Kdo si to nezkusí, neuvěří.
Foto hlav; veškeré vzorky předvedené v článku vytvořil Jan Plutnar
.
Rubrika: DÍLNA, MODELY, Nářadí, ZNÁŠ TO?, Zpracování, ZPRÁVY
Počet přečtení: 3 701 | Tisknout:
 | Poslat:
| Poslat: