Pilníky
Vydáno: 3.4.2022 Pilník je nástroj, který modelář drží v ruce často; možná nejčastěji. Kupodivu je to také nástroj, který má hodně dlouhou životnost (tedy pokud se používá k účelu, pro který byl vytvořen). Není překvapující, že některé pilníky (ale nejen ony), se v dílně dokonce dědí z otce na syna. Taky několik málo takový „historických“ kousků po tátovi v zásuvce mám a pořád fungují 🙂 .
Pilník je nástroj, který modelář drží v ruce často; možná nejčastěji. Kupodivu je to také nástroj, který má hodně dlouhou životnost (tedy pokud se používá k účelu, pro který byl vytvořen). Není překvapující, že některé pilníky (ale nejen ony), se v dílně dokonce dědí z otce na syna. Taky několik málo takový „historických“ kousků po tátovi v zásuvce mám a pořád fungují 🙂 .
Mám za to, že udělat krátký exkurz do tématu pilníky nebude na škodu. Ne snad proto, že bych přinesl nějakou novou objevnou informaci, ale leckdo si může při pročítání informací koncentrovaných do jednoho článku uvědomit něco, co už sice slyšel, ale zapomněl. Vyloučit ovšem nelze, že některá fakta mohou být pro někoho nová. Spíš si ale myslím, že článek může pomoci při výběru výrobce tohoto nástroje, nebo obchodu, kde nabízí kvalitní zboží, anebo přesně to, jenž ještě ve výbavě modelářské dílny chybí. Ověřil jsem si, že co se málo ví, to jsou informace o značení pilníků z hlediska účelu jejich použití (hrubé, jemné, na dřevo, na kov atd.). V obchodech typu OBI se rozhodně z cenovek nikdo nic o hustotě seku pilníků nedozví. Dnes už tento nejdůležitější údaj neznají ani prodavači v „železářství“. Tak jdeme na to.
Co říká školní definice na téma pilování a pilník
Pilování je ruční nebo strojní obrábění materiálu. Při ručním či strojním pilování dochází k oddělování tenkých třísek z obráběného materiálu. Nástrojem pro takové obrábění je pilník.
Pilník je vícebřitý nástroj, který z obrobku odebírá materiál po velice tenkých vrstvách. To proto, že na pracovní části pilníku je vytvořeno velké množství klínovitých zubů (seků). Při tlaku a zároveň posuvu pilníku na obráběnou součást vnikají zuby (seky) do součásti a oddělují se třísky. Z hlediska časového postupu obráběného materiálu (kovu, dřeva, plastu aj.) přichází pilování na řadu až po předchozím řezání, sekání, stříhání apod. 1)
Pilníky lze rozdělit podle mnoha způsobů či hledisek
Na výrobu pilníků se používá tvrdá nástrojová ocel třídy 19, nebo nástrojová chromová ocel rovněž třídy 19. Pracovní část pilníku se též nazývá tělo pilníku, čepel nebo činná část pilníku. Na tu navazuje stopka, která je zpravidla vykovaná do tvaru čtyřbokého komolého jehlanu, aby jeho hrany nedovolily pootočení rukojeti, která se na stopku naráží. U velmi kvalitních (větších) pilníků je stopka tepelně upravená (popouštěná), aby se při pilování nezlomila. Jakkoliv je rukojeť až ten třetí hlavní díl pilníku, rozhodně by ji neměl uživatel podceňovat. Právě chybějící nebo poškozená rukojeť může být ne náhodou příčinou nepříjemného zranění dlaně, nehledě na to, že kvalitní a do ruky dobře padnoucí rukojeť přímo ovlivňuje kvalitu pilování. 2)
U rukojeti se ještě chvilku zdržíme. Odborná literatura uvádí, že rukojeť by měla být přiměřená k velikosti pilníku. K tomu namítám, že přiměřená nejen velikostí, ale i tvarem. Pravda, dnes se ve většině případů v obchodě koupí pilník s již nasazenou rukojetí – většinou plastovou a rádoby ergonomicky tvarovanou, dokonce s otvorem pro zavěšení pilníku.3) Nakoupit pilník i s rukojetí ovšem nemusí každému vyhovovat. Proto ty nejkvalitnější pilníky, ať velké nebo maličké (pro hodináře, zlatníky či šperkaře), se prodávají bez rukojeti a je na uživateli, jakou rukojeť si k nim pořídí. Osobně mám raději dřevěné, jak plastové. A pokud jde o velikost? Nemyslím si, že k malému pilníku patří zásadně malá rukojeť a opačně. Vybírám si takovou, která mi padne do ruky.
Jak už je uvedeno, rukojeti jsou na stopku pilníku naraženy (dřevěné), nebo jsou na stopku nasazeny již z výroby (kombinace měkkého a pevnějšího plastu). Pokud by si někdo nebyl jistý správným způsobem nasazování rukojeti na stopku a jejich fixací, doporučuji vyhledat návod na YouTube – např. ZDE, ZDE nebo ZDE.
Poznámka: V uvedených odkazech je též velmi dobře zachycen návod na čistění pilníků.
.
Z hlediska výroby, resp. vytváření zubů na pracovní části, lze pilníky dělit na ruční a strojní. Zuby (seky) jsou vytvořeny buď vysekáváním, vytlačováním nebo frézováním. Vysekává se sekacím dlátem, vytlačuje se vytlačovacím nástrojem a frézované zuby vznikají vyfrézováním drážek pro třísky.
Jen tak pro připomenutí, pilníkařství je dnes už téměř zapomenuté řemeslo, nicméně renomované firmy (i u nás) si stále tyto Mistry řemesla hýčkají a tak ruční výroba pilníků stále existuje (např. ZDE nebo ZDE). Takové pilníky jsou ale o poznání dražší 🙂 . Ruční i strojní pilníky (s přímočarým vratným pohybem nebo rotační kotoučové či stopkové) běžně komerčně nabízené se většinou již vyrábějí frézováním. Materiál se až v závěru výrobní operace tepelně upravuje (kalí). To ale neznamená, že tyto pilníky jsou méně kvalitní jak ty ručně vyrobené.
Pracovní část pilníku může mít různý tvar a délku
Obávám se, že snaha o úplný výčet všech možných tvarů a délek pilníků je nemožná. Bude asi stačit, když se omezíme na tento příkladný přehled podle velikosti:
- velké (dílenské),
- střední,
- malé (100 – 150 mm),
- miniaturní (jehlové).
A pokud jde o tvar, zase jenom příkladně viz obr. 1
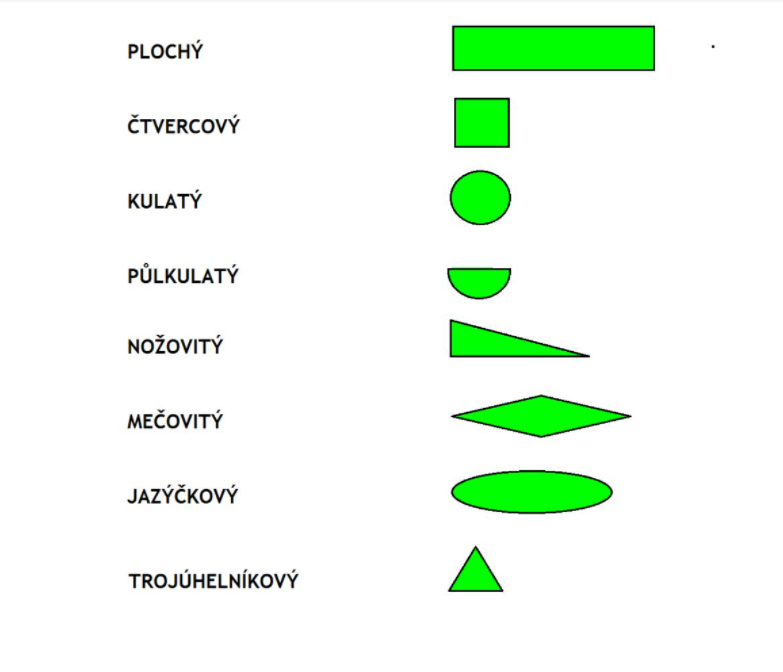
Obr. 1 – Možné tvary pilníků. Zdroj viz literatura [1]
Protože se chci v textu dopracovat především k dělení pilníků dle kvality opracovávané plochy (resp. „jemnosti“ zubů), je nutné nejdříve zopakovat, že základní druhy zubů na pilníku jsou jednoduché a křížové. Pro lepší pochopení viz obr. 2 a 3.
Jednoduché zuby jsou vytvářeny jedním (byť postupným) seknutím nástroje do pracovní části pilníku. „Takové pilníky vytvářejí nedělenou třísku a používají se k obrábění měkčích kovových materiálů, plastů apod. Dosahuje se jimi hladkého povrchu, ale dlouhé břity obtížně vnikají do materiálu. Některé pilníky s jednoduchými zuby mají vytvořeny na zubech zářezy, které slouží k odlamování dlouhých třísek.“4)
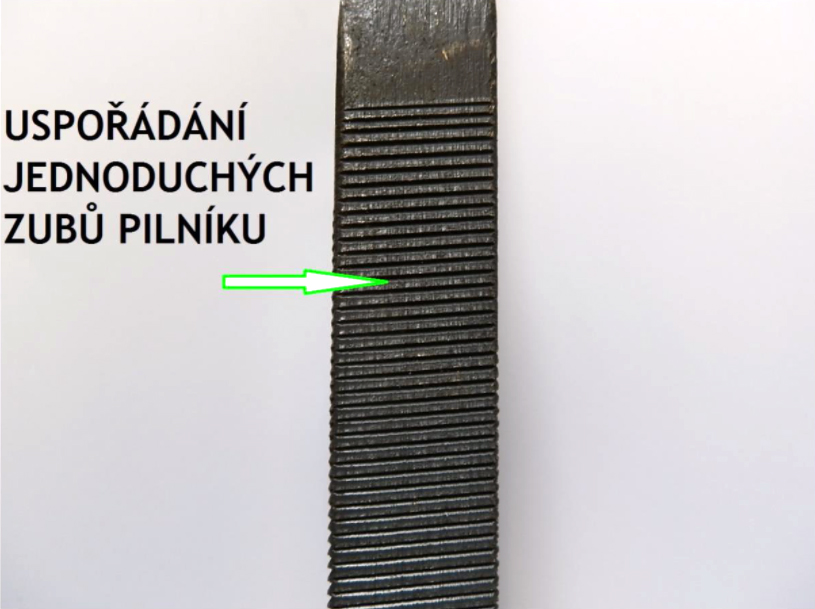
Obr. 2 – Jednoduché zuby. Zdroj literatura [1]
.
Křížové zuby jsou vytvářeny dvojím seknutím nástroje do pracovní části pilníku. „Pilníky s křížovým sekem mají dva zuby (seky). První jsou vysekávané spodní zuby, pak jsou vysekané vrchní zuby. Tím jsou zuby přerušené a umožňují dobré dělení třísek. Používají se na tvrdé materiály (ocel, litina). Dosahuje se jimi nepříliš hladkých povrchů, ale do materiálu zuby vnikají snadno.“5)

Obr. 3 – Křížové zuby. Zdroj literatura [1]
.
Frézované zuby. „Zuby se vyrábí vyfrézováním drážek pro třísky. Používají se dva způsoby výroby frézovaných zubů. První mají přímé zuby a jsou vhodné na měkčí materiály (hliník, plast). Druhé mají zuby vyfrézované do oblouku a jsou vhodné k obrábění tvrdších materiálů (dural).“6)
Pro úplnost se ještě zmíním o způsobu výroby rašple. „Zuby se vyrábí (sekají) speciálním sekáčem. Mají trhavý účinek, povrch součásti je drsný a potrhaný. Používají se na měkké materiály (dřevo, kůže, plast). Kovy se rašplemi neobrábí, pouze v ojedinělých případech velmi měkké kovy (olovo, cín).“7)
O hrubosti seků
Podle čeho se vlastně pilníky dělí pokud jde o jemnost povrchu materiálu, který se s nimi obrábí? Je to samozřejmě dáno hustotou zubů (seků), někdy se též uvádí hrubostí seků. A tady jsem se, přiznávám, při studování podkladů k jednotnému výkladu nedobral. Pokud jde o ČR, všechno nejspíš bude uvedeno v nějaké normě. Jelikož ty ale dnes bývají pouze doporučující, lze předpokládat, že hlavním normativem pro výrobce budou jeho vlastní normy. No, a aby to nebylo tak jednoduché, co výrobce – to vlastní normy. Mám k tomu argumenty, které uvedu dále.
|
 |
Obr. 4, 5 – Ukázka pilníků s hrubým (vlevo) a jemným (vpravo) sekem
.
Není proto třeba příliš polemizovat a vymýšlet vymyšlené. Obvykle se při dělení pilníků podle hustoty zubů uvádí tato škála:
- hrubé,
- polohrubé,
- střední,
- jemné,
- velmi jemné.
Důležité je, že se lidé shodli aspoň na tom, podle čeho se bude hustota zubů počítat. U jednoduchých i křížových jednoduchých zubů je hustota udávána počtem celých zubů na délkových 10 mm pilníku.
U frézovaných zubů je dána počtem celých zubů na 1” (anglický palec).
U zubů rašple se udává počet zubových hrotů na 10 mm².
Zpravidla hrubší hustotu zubů mají pilníky s nejdelší délkou pracovní části a nejkratší pilníky mívají velice jemný sek. Čím větší je hustota zubů pilníku, tím lepší je jakost pilovaného povrchu.8)
Výrobci (a prodejci) pak obvykle hustotu zubů, vyjádřenou výše slovně, převádí (snad kvůli zjednodušení) do číselné škály, přičemž čím vyšší číslo, tím jemnější hustota zubů. A zase, aby to nebylo jednoduché, různí výrobci mají onu číselnou škálu různě početnou. Například tuzemský výrobce špičkových pilníků, firma AJAX9), uvádí v obsáhlém katalogu ZDE několik škál hodnot označení seků.
- Pro ploché dílenské a klíčové pilníky používá tři hodnoty označení seku (1 – hrubý, 2 – střední, 3 – jemný), přičemž v závislosti na délce pilníku je počet seků různý.
- U některých pilníků (pilník na pily) používá jen jedno označení seku (2), ale opět podle délky pilníku se liší počet seků.
- A konečně třetí příklad, u ručně sekaných rašplí je možné vybrat z deseti různých označení seků, přičemž opět podle délky rašple je počet seků různý.
Zdá se to příliš složité? Budiž. Tady je odkaz na katalog a v něm je možné si vše výše stručně popsané prostudovat – ZDE. Vážený čtenář si v tomto katalogu jistě povšimne, že u tzv. strojních pilníků se používá označení seku 0, 00, 000, 0000.
Výrobci pilníků ale nejspíš „táhnou za jeden provaz“. Když se čtenáři podaří najít a dostat se na webovou stránku švýcarské firmy VALLORBE – ZDE, vyrábějící mj. extrémně kvalitní pilníky, (spíše se najdou stránky prodejců – např. ZDE nebo ZDE), tak zjistí, že taky používají pro své pilníky podobné značení škál hrubosti seků, a to od „1“ do „9“, ale k tomu ještě 0, 00 a 000 (opět nejvyšší číslo znační nejjemnější pilník).

Obr. 6 – Sada jehlových pilníků z nabídky firmy VALLORBE
.
Závěrem, aneb
Co je z toho důležité pro praxi modeláře?
Modelář by si měl nejdříve ujasnit co chce či co potřebuje ve své dílně. Rozhodně s jedním pilníkem nic nevyřeší. Ani se dvěma. Bude nejspíš potřebovat (z hlediska velikosti) pilníky středně velké, malé a jehlové. Z hlediska tvarů jistě minimálně ploché, kulaté a trojúhelníkové. Ale nejen ty. A pokud jde o hrubost zubů (seku), tak v tom nejjednodušším výběru hrubé, střední a jemné.
To už je jistě pěkná hromada nářadí (vlastně jen pilníků), ale podle mé zkušenosti to rozhodně není konečná. Časem se ukáže, že používat jeden pilník na dřevo, mosaz, plast a ještě železo je špatně. Stejně tak, že na dokončovací fajnovou práci se vyplatí mít po ruce malý a jemný pilník té nejvyšší kvality. Paradoxně, i když jsem nakupoval některé sady až u Micro-Mark v USA, tak jsem konečně po letech našel kvalitní zdroj pilníků u nás doma – u tuzemské firmy AJAX z Jihlavy. V nedávné době jsem si od nich pořídil dva stomilimetrové pilníky s jemným sekem a nenechám na ně dopustit.
Za samostatnou kapitolu považuji tzv. jehlové pilníky s napařenou vrstvou diamantového prachu. Jejich nabídka je vidět všude, jejich cena je přijatelná (asijského výrobce v nich lze s určitostí tušit), je ale potřeba počítat s tím, že jejich životnost není nekonečná, řekl bych o něco delší jak u smirkového papíru. Paradoxně se na první pohled nepozná, že tento pilník už nemá účinnost. Ale bez nich to už dnes v modelářské dílně nejde.
___________________________________
1) viz literatura [1]
2) tamtéž
3) Zavěšení na háček (věšáček) v dosahu ponku je rozhodně nejideálnější způsob skladování pilníků. Rozhodně bezkonkurenčně lepší, než obvyklé pohození pilníků mezi ostatní nářadí do šuplíku.
4) viz literatura [1]
5) tamtéž
6) tamtéž
7) tamtéž
8) Volně podle literatury [1]
9) AJAX je jihlavská firma, která odkazuje na předchůdce, kteří se zabývali výrobou špičkového ručního nářadí – pilníků, rašplí a ocílek již od roku 1921. V současnosti nabízí více jak tisícovku různých typů nástrojů s pilníkovým, rašplovým i frézovaným zubem špičkové jakosti. Jejich výrobky najdou uplatnění v dílnách domácích kutilů, řemeslníků i ve velkých firmách. Ale též v dílnách řezbářů, zlatníků, hodinářů, výrobců bot a mnoha dalších. Proč tedy ne i v dílnám modelářů? Sortiment firmy se stále rozšiřuje i díky tomu že zavádí nové technologie obrábění. „Vypilováno k dokonalosti“ není pro firmu AJAX pouze firemní slogan, ale závazek pro jeho zákazníky.
Foto internet, hlav
Zdroje a literatura:
[1] Szokolai, Pavel: Pilovaní, Integrovaná střední škola technická a ekonomická Sokolov. In: https://digit.isste.cz/sada32.php?id=25
[2] Učebnice Technologie ručního zpracování kovů, SNTL
[3] Outrata, J.:. Učebnice Základy zpracování kovů, SNTL
[4] Borský, J – Švagr, J. – Fojtík, J.: Učebnice Technologie ručního zpracování kovů, IVV
AJAX – katalog: https://www.ajaxpilniky.cz/data/userfiles/files/katalog_ajax_2020_web_25_8_2020(1).pdf
https://boley.de/de/shop/1766.zeigerlochfeilen
Rubrika: DÍLNA, Nářadí, ZNÁŠ TO?, ZPRÁVY
Počet přečtení: 4 123 | Tisknout:
 | Poslat:
| Poslat: