 [1]Čtyřnápravové motorové osobní vozy s hydrodynamickým přenosem výkonu od vznětového motoru s výkonem 206 kW přišly na naše koleje v roce 1963 a 1964. Dosahovaly maximální rychlosti 70 km/hod. Po dvou prototypových vozech nesly až do roku 1988 označení M 240.0, poté byly přeznačeny na řadu 820. V počtu 120 kusů poctivě sloužily na československých kolejích až do roku 2007, kdy už jezdilo jen několik jednotek vozů.
[1]Čtyřnápravové motorové osobní vozy s hydrodynamickým přenosem výkonu od vznětového motoru s výkonem 206 kW přišly na naše koleje v roce 1963 a 1964. Dosahovaly maximální rychlosti 70 km/hod. Po dvou prototypových vozech nesly až do roku 1988 označení M 240.0, poté byly přeznačeny na řadu 820. V počtu 120 kusů poctivě sloužily na československých kolejích až do roku 2007, kdy už jezdilo jen několik jednotek vozů.
Z historie motoráků M 240.0
Zajímavostí je, že k přeznačení z povodních prototypových M230.4 a M230.5 (viz dále) na M 240.0 došlo až v roce 1977 poté, co prototypům byla zvýšena maximální rychlost. K řadě M 240.0 bylo vyrobeno také 711 přípojných vozů Balm-k (ř. 020) a 30 vozů s poštovním oddílem řady BFalm (ř. 022), které byly s motorovými vozy sladěny jak tvarově, tak barevně.1)
Výroba dvou prototypů byla zadána Vagónce TATRA Studénka ministerstvem dopravy už v roce 1956. Motorový vůz měl být určen pro dopravu na vedlejších tratích a měl doplnit a částečně nahradit vozy M 131.1 (ř. 801). Méně známe je, že „Výzkumný ústav dopravní a opravárenské techniky projekt rozdělil do dvou paralelních větví – navrhovaná řada původního značení M 230.4 měla mít mechanickou šestistupňovou převodovku, zatímco pro řadu M 230.5 byla uvažována třístupňová hydrodynamická převodovka. U první varianty ale došlo ke zpoždění, a tak byla dále vyvíjena jen řada M 230.5. První prototyp byl dokončen v září 1959, druhý prototyp o čtvrt roku později. Protože v náročných zkouškách prototypy obstály, byly v letech 1960 až 1962 objednány sériové vozy, avšak s četnými změnami oproti prototypům. Sériové vozy řady M 240.0 (ř. 820) byly dodávány ve dvou šedesátikusových sériích v letech 1963 až 1964.“2)
Nemáme dostatek podkladů k objektivnímu hodnocení provozu těchto motorových vozů, takže tento obvykle sledovaný parametr v této stati raději vynecháme. Pokud byla pravda jen to, co se v odborné literatuře občas opakuje, totiž, že během provozu byly u vozů M 240.0 částečné problémy s korozí skříně, bylo by to nepodstatné. Kdy a kde totiž problémy s korozí nebyly? Rezavěly i rámy „bakelitových“ Trabantů. Víme o tom své… 🙂 Chtělo by to získat vzpomínky mašinfírů nebo ještě lépe pracovníků železničních dep.
 [2] [2] |
 [3] [3] |
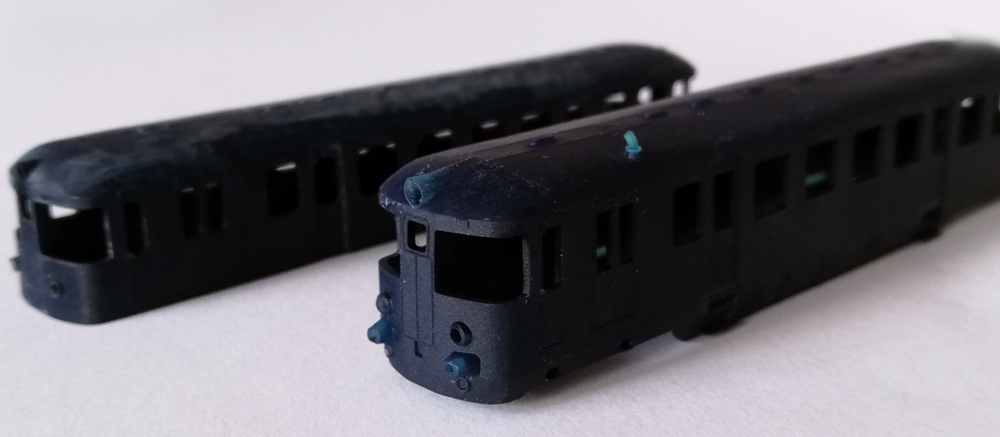
Obr. 1, 2 – M240.0 (zdroj: internet); Pozn.: jedno z mnoha barevných provedení motorového vozu bylo předlohou pro náš model
.
Jak se lze dočíst ve Wikipedii či na jiných webech, motorový vůz M 240.0 byl „půdorysně členěn na dvě čelní průchozí stanoviště strojního personálu, přilehlý zavazadlový prostor a dva oddíly II. třídy pro cestující. Sedačky byly uspořádány podle schématu 2+3. Celková přepravní kapacita vozu činila 102 míst, z toho bylo 56 míst k sezení a 46 k stání.“3) Vytápění vozu zajišťoval nafto-vzdušný agregát TA 10.
„Vůz má lehkou samonosnou svařovanou ocelovou skříň, uloženou na pružinách sekundárního vypružení dvou dvounápravových podvozků, z nichž jeden je hnací a druhý běžný. Primární vypružení zajišťují šikmo usazené pryžové desky, které zároveň vedou dvojkolí v podvozku. V sekundárním odpružení jsou použity vinuté ocelové pružnice. Otočné čepy jsou pevně umístěny ve skříni. Trakční soustrojí je zavěšeno pod skříní vozu mezi podvozky. Skládá se ze spalovacího motoru a hydrodynamické převodovky. Spalovací motor je naftový vzduchem chlazený dvanáctiválec TATRA s přímým vstřikem paliva, přeplňováním a ventilovým rozvodem OHV. Hydrodynamická převodovka ČKD H 250 M je třístupňová, standardně s automatickým řazením, přičemž je možné zvolit i ruční řazení. Přenos točivého momentu na obě dvojkolí trakčního podvozku zajišťuje kloubový hřídel. Vůz je vybaven ruční brzdou, samočinnou tlakovou brzdou, přímočinnou brzdou, případně i magnetickou kolejnicovou brzdou. Samočinná tlaková brzda je řízena brzdiči ŠKODA N/O, přímočinná brzda je řízena kohouty. V rámci rekonstrukcí byly dosazovány brzdiče DAKO. Vzduch stlačuje jeden mechanicky poháněný kompresor W 115/80, dodávající tlakový vzduch do vzduchojemů, z nichž je vzduch přes rozváděče přepouštěn do brzdových válců, umožňujících oboustranné brzdění všech dvojkolí brzdovými špalíky. Zásoba písku činí 80 kg.
Regulace výkonu je omezovací s celkem 6 jízdními stupni. Elektromagnetická kolejnicová brzda je ovládána třípolohovým ovladačem ze stanoviště strojvedoucího. Palubní síť na napětí 48 V je napájena z baterie 8K225 s kapacitou 320 Ah.“4)
 [4] [4] |
 [5] [5] |
 [6] [6] |
 [7] [7] |
Obr. 3 až 6 – Interiér přívěsného vozu Balm a BFalm (zdroj: internet)
_______________________________________________
1) Počítáme s výrobou modelů obou těchto přípojných vozů v měřítku N, o čemž zřejmě budeme referovat v samostatném článku.
2) 820/M240.0 In: Atlas lokomotiv – ZDE [8]
3) tamtéž
4) tamtéž
.
Nápad s 3D tiskem
Ještě před vypuknutím covidové pandemie jsme v průběhu roku 2019 bohatě diskutovali v rámci naší břevnovské modelářské besedy o možnostech 3D tisku (obecně) při výrobě dílů pro železniční modely. Až na výjimky se ukázalo, že pro malá měřítka se nehodí tzv. filamentové tiskárny. Naopak jako velice perspektivní se jeví metody přesného 3D tisku, ať už prezentované stereolitografií, nebo DLP tiskem (Digital Light Processing), který je někdy považován za odnož stereolitografie. Podrobněji o tom píšeme ZDE [9].
Bohaté několikaleté zkušenosti se stereolitografickým tiskem měl v té době Luboš Domalíp, jehož produkce je prezentována ZDE [10]. Inspirativní rozhovor s ním na téma 3D tisku přinesl portál 3D-tisk.cz v článku „Tiskneme mašinky aneb Stereolitografický 3D tisk v rukou pokročilého modeláře“ – ZDE [11]. Luboš byl ochotný nám své poznatky předávat v rámci zmíněné modelářské besedy a také nás pozval na návštěvu své domácí dílny. A bylo věru na co koukat a o čem hovořit, byť jeho specializací jsou modely v měřítku 1:45, tj. v modelovém měřítku 0.
Pochopitelně, ne všechny jeho poznatky a zkušenosti jsou přenositelné i na malá modelářská měřítka. Leč to už zase byla naše starost. Základem pro budoucí 3D tisk je zvládnutí „nějakého“ software typu CAD, ve kterém je nutné předlohu pro 3D tisk vytvořit. Existuje řada různých „kreslících programů“ s dostatečnou funkcionalitou, některé dokonce tzv. „free“. Bohužel, na přípravu předloh pro 3D tisk nestačí např. CorelDRAW aj. programy. Pro návrh modelů návěstidel a přejezdových výstražníků byl úspěšně použit jednoduchý program OpenScad. Ovšem pro složitější model typu motorového vozu je tento program naprosto nevhodný. Pro modelování M240 padla volba na balík Fusion 360 od společnosti Autodesk.
Pro první testy s 3D tiskem jsme si vybrali předlohu motorového vozu M 240.0. Proč? Jednak proto, že české motoráky (ať už předválečné či poválečné) jsou skvělými předlohami, a i jako modely poskytují dostatek místa pro digitalizaci a osvětlení. Zadruhé proto, že tento model coby stavebnice z leptaného plechu se nevyrábí (resp. jsou nedostupné). A za třetí, že odlitek tohoto vozu z pryskyřice, dostupný na modelářském trhu, vyžaduje pracnou přípravu a vůbec – odlitky karosérií modelů obecně nejsou pro autory této statě to „pravé vořechové“. 🙂
Naplánovaná koncepce modelu M 240.0
Shodli jsme se, že jestliže si máme vyzkoušet metodu přesného 3D tisku, tak model M 240.0 se k tomu hodí báječně (především kvůli oblinám karosérie v čelech). Koncepce zhotovení modelu byla následující:
- model bude v přesném měřítku 1:160 zhotovený podle typového továrního výkresu5),
- barevné provedení modelu bude vycházet z předlohy jednoho originálního vozu (barevných provedení bylo v průběhu historie mnoho),
- pojezd bude vycházet z některého z volně dostupných motorizovaných pojezdů firmy TOMYTEC, přičemž podvozky budou instalovány do speciálně vytištěného rámu,
- podle okolností bude poháněn jeden, nebo i oba podvozky, rovněž lze uvažovat o výměně motorku,
- motorák bude primárně připraven k digitalizaci, analogová verze se nevylučuje,
- motorák bude vně osvětlen dvěma přepínatelnými světly (bílá/červená) plus světlometem u střechy, pochopitelně na obou stranách vozu,
- motorák bude mít vnitřní dělené osvětlení kabiny pro cestující a služebního oddílu.
__________________________________________
5) Poznámka k typovému továrnímu výkresu: Na internetu se šíří několik „zaručeně pravých“ typových výkresů M 240.0. Liší se nejen rozměrově, ale i tvarově. Navíc postrádají nezbytné detaily pro dokonalé vytvoření předlohy pro 3D tisk. S pochopením pracovníků Železničního muzea NTM nám bylo umožněno přeměřit (zejm. velikosti a umístění oken a dveří a dalších detailů) na exponátu deponovaném v Depu NTM v Chomutově. Tímto jim děkujeme
.
Vývoj 3D tisku karosérie
Virtuální 3D model je zkonstruován v měřítku 1:100 (kvůli snadnému přepočtu rozměrů z výkresů a měření). Tloušťka stěny skříně vozu u vytištěného modelu bude 1 mm, což zhruba odpovídá tloušťce stěn modelů vyrobených jinými technikami (snad s výjimkou leptu). Některé detaily (např. hák, šroubovka, brzdové spojky apod.) jsou u modelu vynechány a případně budou instalovány jako samostatné tisky, jiné (madla) budou zhotoveny z ocelové struny.
 [12]
[12]
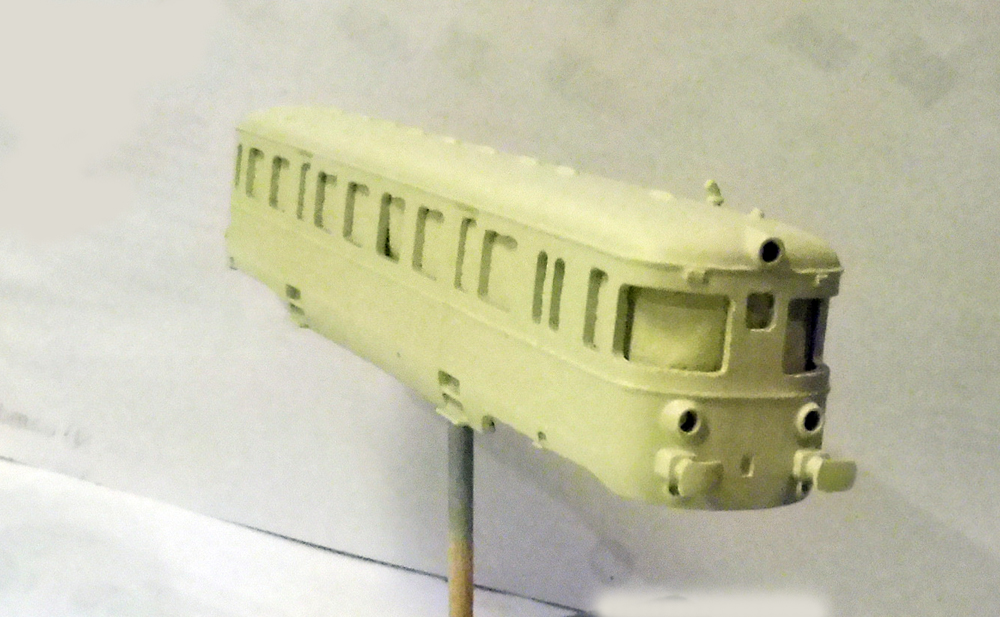
Obr. 7 – Jeden z prvních (testovacích) výtisků modelu M240.0. Tento vzorek ještě nemá správný sklon čelní plochy. Použitý resin byl navíc příliš měkký a pružný
.
Samostatnou kapitolou pak bylo hledání a testování vhodného resinu.6) Předem jsme vyloučili základní pryskyřice, jsou příliš křehké. Po mnoha testech, kdy jsme řešili zejména tvarovou stabilitu vytištěných skříní, jsme se ustálili na použití konstrukční šedé pryskyřice, případně pryskyřice, ve které jsou jako plnivo použity mikročástice skla. Kromě samotné skříně motorového vozu jsme samostatně tiskli i rámy oken (s výjimkou čelních), světlovody pro dolní i horní reflektory (z čiré pryskyřice), odstínění dolních světlovodů, nárazníky a spřáhla. Metodou FDM tisku jsme pak vytiskli rám podvozku, do kterého lze použít části pojezdu Tomytec, a vnitřní přepážky mezi jednotlivými oddíly vozu (o konstrukci pojezdu blíže v 2. dílu této stati).
____________________________________________
6) Protože jsme k tisku použili tiskárnu Formlabs Form2, omezili jsme se při výběru vhodné pryskyřice na materiály nabízené touto firmou.
.
Barvení karosérie
Neměli jsme žádné zkušenosti s barvením předmětů zhotovených 3D stereolitografickým tiskem (na rozdíl od modelů vyrobených z vyleptaných mosazných/alpakových plechů, nebo z odlitků z pryskyřice). Bylo proto nutné provést testy.
Zejména šlo o prověření, zda budou akrylové barvy Vallejo „držet“ na povrchu karosérie vytištěné z resinu. Kupodivu se hned po prvních testech potvrdil předpoklad, že barva Vallejo bude na povrchu držet velmi dobře, což je dáno podobných chemickým složením vytvrzeného resinu a akrylátových barev. Zdá se nadbytečné podrobně popisovat průběh testů, zmíníme se jen o postupu přípravy karosérie na barvení a jeho uskutečnění.
3D výtisk karosérie je na povrchu velmi dokonalý. Prakticky – kromě stop po odstranění podpůrných sloupků – na něm nejsou žádná poškození ani zbytky odlévací hmoty, což bývá časté u odlitků. Dokonalé začištění karosérie před stříkáním je ale nezbytné. Jedná se především o dočištění míst, kde byly odříznuty podpůrné sloupky, a o dopilování okenních otvorů (viz dále).
 [13]
[13]
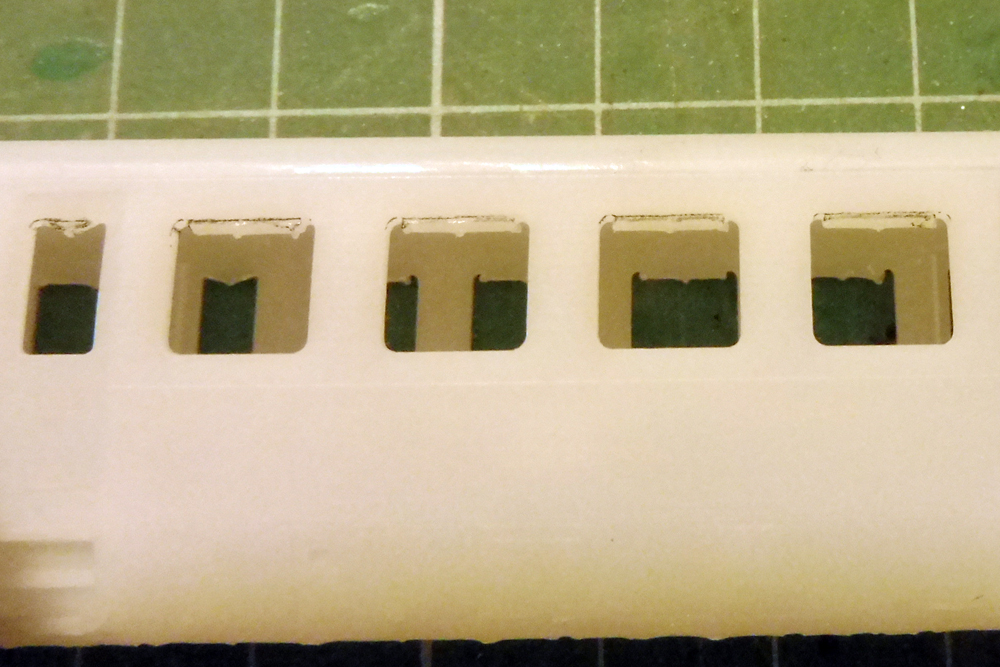
Obr. 8 – Detail okenních otvorů, u kterých byly záměrně vytvářeny převisy materiálu u horního rámu, a to kvůli podpůrným sloupkům, jež při odstraňování způsobovaly poškození této části otvorů
.
Osvědčilo se nám podpůrné sloupky odřezávat žiletkou (nikoliv odštípávat kleštičkami) a tato místa přebrousit jemným jehlovým pilníkem s diamantovým povrchem a smirkovým papírem zrnitosti cca 280. Totéž platí o čištění okenních otvorů. Horní části okenních otvorů jsou u modelu nastaveny 0,5 mm silnou vrstvou, na které jsou ukotveny podpory pro tisk. V místě přechodu podpory do modelu často vzniká malá boule materiálu, která působí rušivě, přidáním této vrstvy a jejím odbroušením u hotového modelu se lze těmto artefaktům vyhnout.
Protože do okenních otvorů přijdou po nástřiku karosérie barvou a nalepení obtisků zalepit vytištěné a nastříbřené rámy oken, musí být otvory velmi přesné. K tomu jsme si vyrobili přípravky (pro všechna různá okna), jakési „šablony“, kterými se přikládáním zevnitř kontrolovalo přesné vybroušení okenních otvorů (obr. 9). Pro snadnou orientaci při jejich používání jsme si je označili. Šablony mají okraj, který definuje jejich zasunutí do okenních otvorů. Na zadní straně je pak kolík s dírkou, do které se vsune kousek seříznuté špejle, aby se se šablonou dalo lépe pracovat. Postoupné dobrušování okenních otvorů jemným pilníčkem s diamantovým prachem na povrchu a časté kontrolování velikosti otvorů pomocí šablon velmi přispělo k přesnosti této operace. Není však kam spěchat.
 [14] [14] |
 [15] [15] |
Obr. 9, 10 – Šablony“ pro přesné zabrušování okenních otvorů a jejich použití při čistění okenních otvorů
.
Poznámka: Opakované jemné přebroušení okenních otvorů s pomocí šablon se muselo provést ještě jednou bezprostředně před vlepováním rámů, protože i jemné vrstvy nastříkané barvy vadily při zasazování rámů (viz dále).
Před nástřikem základové barvy je nutné celý povrch karosérie přebrousit pod vodou jemným smirkem zrnitosti nejdříve 1500 a následně 6000, a to ze dvou důvodů: Zaprvé kvůli zdrsnění povrchu s předpokladem, že díky tomu na něm bude lépe držet základová barva. A zadruhé proto, že na povrchu jsou po vytištění a vytvrdnutí patrné lesklé skvrny, které po přebroušení zmizely a povrch se sjednotil.
Užitečná je poznámka Luboše Domalípa: „Fotocitlivá pryskyřice má naprosto odlišné vlastnosti, je homogenní a lze ji velice dobře brousit nebo vrtat, případně i řezat závity, což je pro praktické využití velice důležité. Daní za to je ovšem vyšší křehkost výtisku, proto je vždy potřeba myslet na to, jak a kde bude díl použit.“7)
_____________________________
7) 3D-tisk.cz, 10. 4. 2017
.
Poznámka: Zvažovali jsme proto, co udělat s jemnými „letokruhy“, které vznikaly při tisku zejm. na střeše modelu, když byl při testech výtisk skloněn o 30° oproti horizontu. Tyto „letokruhy“ připomínají papilární linie daktyloskopického otisku. Je to efekt, jenž se vytváří při vrstvení materiálu při tisku. Nejdříve jsme zkusili povrch střechy po vytvrzení modelu přetřít štětečkem resinem a znovu jsme model vytvrdili v UV světle. Zkoušeli jsme i výše zmíněné přebroušení povrchu jemným smirkem. Posléze se ukázalo, že efekt jemných „letokruhů“ byl téměř zakryt několika vrstvami nastříkaného surfaceru a finální barvy.
Kvalita povrchu karosérie vytištěná metodou přesného 3D tisku nevyžaduje tmelení. Nepoužili jsme tedy obvyklé stříkací tmely typu Tamiya, Gunze aj.
Po dokonalém očištění karosérie a umytí nejdříve v „jarové vodě“ a následně v isopropylalkoholové lázni v ultrazvukové čističce (cca 2 min.) při současném mechanickém stírání povrchu modelu štětcem s ostrými štětinami (vibrace některé drobné nečistoty nesmyly), a konečně po dokonalém osušení, jsme na vnitřek karosérie aplikovali airbrushovou pistolí surfacer primer Vallejo 70.602 black. Proč černý odstín? Testy odhalily, že jedině tímto způsobem se nám podařilo zabránit prosvítání světla skrz stěnu (střechu) karosérie, což by vadilo při budoucím osvětlení modelu.
 [16] [16] |
 [17] [17] |
Obr. 11, 12 – Jeden z testů prosvítání karosérie: nástřik černou základovou barvou zvenku i zevnitř; později jsme stříkali černý surfacer jen zevnitř a překryli ho vrstvou světlé barvy
.
Z vnějšku jsme aplikovali stejným způsobem několik vrstev základní barvy smíchané z 20 kapek surfaceru 70.600 bílá, 5 kapek 70.601 šedá, 1 kapky 70.604 žlutá, vše ředěno 8 kapkami ředidla 73.524 Thinner Medium tak, aby byl povrch rovnoměrně pokryt barvou. Tento „experimentální“ odstín základové barvy byl rovněž výsledkem testů a docela vhodně koresponduje s budoucím konečným béžovým odstínem stříkaným na střechu a horní a dolní části boků. Kombinace odstínů surfaceru ale není nezbytná.
Poznámka: Při stříkání černého surfaceru vevnitř jsme přes okna zvenku nalepili pásku, aby nedošlo k ušpinění povrchu modelu skrz okna. A stejně tak při stříkání vnějšku byla okna zalepena páskou zevnitř.
 [18]
[18]
Obr. 13 – Zapáskování modelu před nástřikem základní světlou barvou
.
Po dokonalém zaschnutí základové barvy (cca 6 hodin) jsme vnější povrch karosérie na několika málo místech přebrousili smirkem zrnitosti 6000 pod vodou tam, kde se vyskytly drobné vady (nečistoty, krupičky prachu či kapičky barvy).
Dominantní výsledný barevný odstín karosérie by měl být podle originálu proveden barvou RAL 1015 (béžová) (odstín doporučil Z. Krušinský). Tomu odpovídá barva Vallejo MODEL Air 71.132 Agent White. Ředění: 25 kapek barvy, 8 kapek ředidla 71.061 Airbrush Thinner (ředidlo určené pro barvy typu MODEL Air). Barvu jsme nechaly zasychat přes noc při pokojové teplotě.
Poznámka: Stejným barevným odstínem jsme přestříkali i černý surfacer uvnitř karosérie.
Po zaschnutí barvy následovalo maskování pro nástřik červenou barvou. Použili jsme různé šířky pásky Tamiya. Protože některé části povrchu karosérie (dveře, stupačky) jsou několik desetin mm pod úrovní plochy boků, bylo nutné tato místa maskovat v několika vrstvách pásky a kombinovat to použitím maskovací kapaliny Vallejo LIQUID MASK 70.523. Po několika pokusech se tímto způsobem podařilo zabránit kapilárnímu vzlínání červené barvy podél prolisů.
 [19]
[19]
Obr. 14 – Zapáskování modelu pro stříkání červeného pásu
.
Pro lepší definování hranic béžové a červené barvy, jsme již v průběhu přípravy výkresů pro 3D tisk vytvořili na bocích karosérie pod okny a ve spodní části boků nepatrné drážky, které samozřejmě po nástřiku barvou „zmizely“ (byly zality barvou). Krásně se ale podle nich pasovala maskovací páska.
 [20]
[20]
Obr. 15 – Model karosérie po odstranění maskování
.
Nástřiku červenou barvou předcházely testy odstínů barev. Podle archivních informací (doporučené Z. Krušinským) by měl mít červený pruh po okny odstín RAL 3020. Takový odstín však firma Vallejo ve své škále odstínů barev nemá ani v jedné se svých šarží (MODEL Color a MODEL Air). Byly vyzkoušeny dvě kombinace barev Vallejo:
MODEL Color 70.957 Flat Red, 70.947 Dark Vermillion RAL 3000, ředěné Thinner 73.524 takto:
- 70.957 – 20 kapek
- 70.947 – 5 kapek
- 73.524 – cca 30 kapek (bylo možná potřebné i více)
MODEL Air 71.084 Fire Red, a 71.105 Brown, ředěné ředidlem 71.061 Thinner takto:
- 71.084 – 20 kapek
- 71.105 – 5 kapek
- 71.061 – 8 kapek
Po subjektivním vyhodnocení jsme se přiklonili k barvám ze šarže MODEL Air s tím, že namísto 5 bylo přidáno 12 kapek hnědé (tmavší odstín výsledné barvy je subjektivně lepší).
Dlužno dodat, že akrylové barvy Vallejo vč. základních drží na materiálu (resinu), ze kterého jsou karosérie vytištěné, velmi dobře. Broušení před stříkáním sice ne zcela odstranilo „letokruhy“ vznikající při 3D tisku, ale ve výsledku neruší. Použitá béžová barva 71.132 má odpovídající odstín (porovnáváno s fotografiemi originální motorového vozu). Kombinace červených barev Model Color není ideální, barvy působí příliš světlým („veselým“) dojmem. Naopak kombinace červené a hnědé barvy Model Air je realističtější.
Sejmutí maskovacích pásek bylo provedeno po 4 hodinách od stříkání, i když někteří zkušení kolegové doporučují dobu odmaskování daleko kratší. Jde o to, že na okraji maskovací pásky nesmí dojít k zaschnutí barvy, protože jinak se při snímání pásky může stát, že dojde k odtržení barvy od povrchu.
Po dokonalém zaschnutí barev (béžové a červené) byl z obou stran zamaskován vlys pod okny okolo celé karosérie. Tím vznikla mezera cca 0,3 mm, která byla přetřena stříbrným fixem Liquid Chrome™, obsahující temně stříbrnou barvu na bázi alkoholu (blíže ZDE). Lze samozřejmě použít i stříbrný odstín barvy Vallejo.
 [21]
[21]
Obr. 16 – Nanesení stříbrné barvy na podélný vlys pod okny
.
Součástí karosérie je pět příček. Příčky byly také vytištěny metodou 3D tisku a nastříkány béžovou (vnitřní) barvou. Vloženy a zalepeny budou až po instalování stropní DPS s dekodérem pro osvětlení.
Nárazníky budou vloženy do připravených otvorů a přilepeny později. Stejně tak anténa a madla u vstupních dveří, které budou vytvořené z tenkého ocelového drátku (kytarová struna).
Obtisky, přestříkání lakem
Obtisky pro model M 240.0 v měřítku N prodává firma M. Palaščaka s poněkud krkolomným názvem „Obtisky MArfDKnL [22]“. Jsou velmi kvalitní, a především i v N-ku čitelné. Na rozdíl od jiných výrobců a prodejců jsou tyto obtisky tisknuty inverzně na laserové tiskárně OKI Pro 7411 WT. Inverzně z důvodu lepšího soutisku barev. Oproti klasickým obtiskům je inverzní otisk umístěn na podložce stranově obráceně.
Jejich autor k tomu na svém webu uvádí: „Při jejich aplikaci se příslušný (inverzní) obtisk z aršíku klasicky vystřihne nebo vyřízne. Následně se odmočí ve vodě, u větších obtisků je doba odmáčení delší (některé obtisky odmáčíme i minutu). Po dostatečném odmočení, kdy lze s obtiskem na papíru posouvat, se obtisk přiloží na požadované místo na modelu a jemně se prstem nebo nějakým nástrojem stáhne. Obtisk se pak již jen vyrovná do požadované polohy. Následně je potřeba odsát přebytečnou vodu (roztok). Při aplikaci lze použít i různé pomocné vodičky na obtisky (změkčovací, usazovací, vypínací atd.), na obtisk to nemá žádný vliv. Po zaschnutí je dobré obtisky přelakovat bezbarvým lakem.“8)
K tomu několik aktuálních zkušeností, protože tento typ obtisku jsme použili poprvé.
Zaprvé, obtisky se doporučuje lepit na karosérii přestříkanou lesklým lakem. To je zásada, kterou připomínají všichni zkušení modeláři.
Zadruhé, lepit obtisky mnohdy velikosti okolo 0,5 x 1 mm je práce jen pro dobré oči a neklepající se prsty. 🙂
Zatřetí, inverzní obtisk od firmy MArfDKnL je opravdu velmi dobře čitelný, nesrovnatelně lepší než produkty od jiných výrobců obtisků (a navíc sortiment nabídky se neustále rozšiřuje i pro další měřítka).
Za další, lepení inverzních obtisků není zase až taková legrace, protože na obtisk uvolněný z podložky není vidět (podložka ho de facto zakrývá). No a konečně, bez tzv. pomocných vodiček9) by to asi nešlo. Nepominutelnou předností obtisků od MArfDKnL je jejich okamžité dodání a je k nim přiložený osazovací plán, ze kterého je naprosto jasné, kam který nápis či logo patří.
Takže, vybrání příslušného obtisku a jeho vystřižení není žádný problém. Rovněž odmočení v kapce vlažné vody. Po dobu odmáčení je dostatek času na nanesení „usazovací“ kapaliny (např. uchošťouchem) na příslušné místo. Nepřehánět a ani nešetřit! Přenesení podložky s obtiskem na místo už je práce dosti riskantní, stejně jako ono stahování obtisku (zvláště když už má člověk stařecký třes :-)). Když se to podaří, díky „usazovací“ kapalině lze s obtiskem chvíli hýbat (nejlépe špičkou párátka). Při odsávání kapaliny (mezi prsty odtrženým okrajem papírového kapesníčku) má obtisk tendenci „utéct“ ve směru odsávané kapaliny. Není v tomto okamžiku přilepený. Až po odsátí kapaliny se uklidní. Pokud se při tomto procesu nevhodně pohne na nežádoucí místo, někdy pomůže opětovné přidání mikro-kapky kapaliny. Nakonec se zbylá kapalina opatrně dosuší opatrným přiložením a přitisknutím kapesníčku přes obtisk. Když se k němu nepřilepí, je z poloviny vyhráno. Toto se zopakuje podle počtu vystřižených obtisků. U M 240.0 jsme jich okolo karosérie nalepili (větších i menších) cca čtyřicet. 🙂
Nakonec se na obtisky aplikuje „vypínací“ kapalina, která se jednoduše nechá uschnout. Povrch s obtisky je nyní flekatý. Proto se povrch musí (nejlépe příští den) přestříkat lakem Vallejo, který povrch krásně sjednotí a uzavře. Někdo preferuje matný, jiný polomatný nebo lesklý lak. To už je věcí vkusu.
___________________________________
8) In: Inverzní obtisk: Obtisky-marfdknl (webnode.cz) [23]
9) Používáme roztoky od firmy Agama: ADHESOL (usazovací kapalina) a TENSOL (vypínací kapalina)
.
Rámy oken a zasklívání
Další etapou výroby karosérie modelu M 240.0 je osazení okenních rámů a jejich „zasklení“. Před odříznutím rámů z podpůrných sloupků, resp. z tiskových aršíků je vhodné je nastříbřit. Odstín by měl imitovat barvu hliníku.
Výše zmiňujeme, že pro lícování okenních rámů do otvorů pro okna v bocích karosérie jsme si vytiskli „šablony“. Opakujeme, že jemné přebroušení okenních otvorů s pomocí šablon se muselo provést ještě jednou bezprostředně před vlepováním rámů, protože i nepatrné vrstvy nastříkané barvy vadily při zasazování rámů. Rozhodně není dobré rámy do otvorů vkládat silou. To by určitě praskly. Je třeba mít na vědomí, že jejich stěny jsou jen cca 0,3 mm silné.
 [24]
[24]
Obr. 17 – Model je opatřen obtisky a začínáme vsazovat rámy
.
Po vyzkoušení, že rám se do příslušného okenního otvoru bez problémů vejde, jsme na hrany okenního otvoru špičkou párátka nanesli kapičku disperzního lepidla a rám do otvoru z vnějšku usadili, zkontrolovali polohu a nechali uschnout disperzní lepidlo.
Po zaschnutí lepidla lze „zasklívat“. Je několik možností. Vyzkoušeli jsem jak přiložení tenké fólie z čirého plastu zezadu a její přilepení disperzním lepidlem (obvyklá metoda), tak nanesení kapaliny Micro Kristal Klear od Microscale – MI-9 do rámu oken (koupeno za cca 8€ u DM-toys.de), která po zaschnutí vytvoří efekt skla. Obdobných přípravků na bází disperze je více. Zkusili jsme i kombinaci obojího (fólie a kapalina), což přineslo nečekaný výsledek. Všechna řešení jsou akceptovatelná. V tomto bude záležet na praxi každého modeláře.
 [25]
[25]
Obr. 18 – Téměř všechny rámy jsou zasazeny a zalepeny, bude se zasklívat (fólií zevnitř); na obrázku jsou dobře vidět nalepené obtisky
.
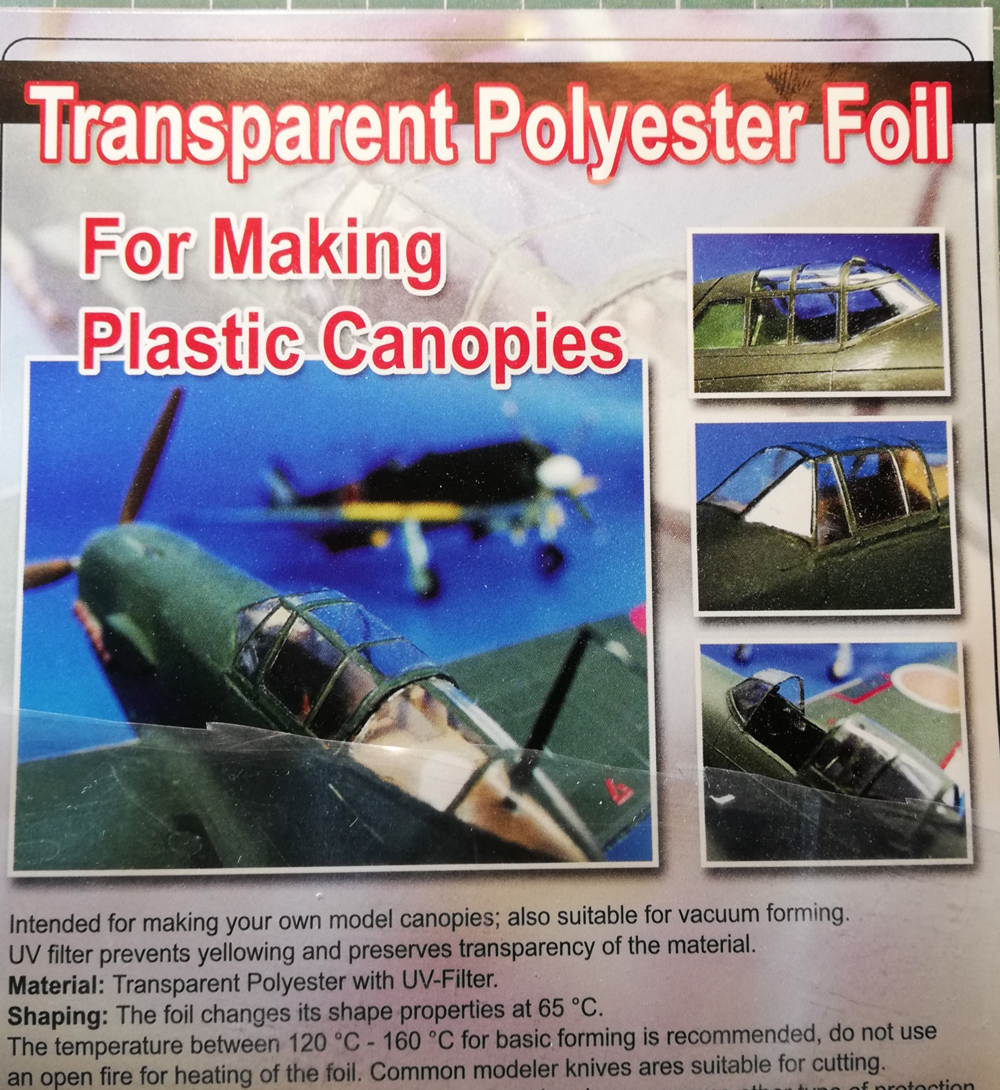
Zasklení čelních panoramatických oken jsme provedli speciální fólií Tamiya tl. 0,5 mm. Odříznutý dílek přibližného rozměru jako je okenní otvor jsme nejdříve pomocí tepla z páječky vytvarovali (ohnuli na jedné straně) a posléze jej přesně dobrousili do otvoru a zalepili disperzním lepidlem.
 [26] [26] |
 [27] [27] |
Obr. 19, 20 – Na čelní panoramatická okna jsme použili fólii od Tamiya tl. 0,5 mm
.
Závěr
Vyzkoušeli jsme si v praxi na modelu motorového vozu M240.0 (v naší malo-výrobě jsou rozpracované i přívěsné vozy Balm-k a BFalm), že metoda přesného 3D stereolitografického tisku je pro výrobu modelů v měřítku N velice perspektivní. V tomto okamžiku lze s určitou rezervou (a možná i pod vlivem nadšení, které provázelo naše testování) konstatovat, že v některých směrech tato metoda už dnes předčí dosavadní způsoby modelování trakčních a jiných železničních vozidel spočívající ve využívání dílů z leptaného mosazeného plechu, nebo odlitků ze silikonových forem. Prozatím tato metoda nepředčila svojí kvalitou povrchu a především přesností a detailností karosérie modely vytvořené tlakovým lisování plastů.
Témat pro diskusi a srovnávání jednotlivých metod se nabízí více. Začíná to již v přípravě předlohy pro 3D tisk, která se bez dostatečného zvládnutí konstruování pomocí programů typu CAD neobejde. A to je otázka dobré znalosti těchto složitých programů a také jejich ceny. U leptů se ještě dá vystačit se znalostí jednodušších a relativně levných programů typu CorelDRAW. Aniž bychom nyní zabíhali do dalších etap přípravy modelu a podrobností příp. rozdílností jednotlivých metod, je nutné zdůraznit, že celý proces 3D tisku „končí“ u vlastnictví velmi kvalitní litografické 3D tiskárny, za což rozhodně nepovažujeme levné produkty nejmenovaných firem snadno dostupné i u nás. Tisknout několik hodin „hroudu plastu“ opravdu nemá cenu. Jak ale jinak označit některé nabídky modelů, které straší např. na Aukru? Pravda, někomu taková kvalita a provedení modelu může stačit. Ale je to asi jako by se mezi značkovými modely proháněly mašinky z LEGA.
O sestavení pojezdu a kompletaci modelu M240.0 bude 2. díl této stati.
Foto hlav, J. Plutnar, internet
.
2 Comments To "Motorový vůz M 240.0 v měřítku N zhotovený stereolitografickým 3D tiskem (1)"
#1 Comment By Teodor Ruiner On 3.6.2024 @ 11:54
Dobrý den, prosím Vás jakým způsobem jste
řešili světla ? Děkuji Vám předem za odpověď.
Ruiner
#2 Comment By admin On 4.6.2024 @ 10:14
Odpověď najdete v dalším miniseriálů článků ke stavbě M240.0